1
3DPrinting
23377 readers
29 users here now
3DPrinting is a place where makers of all skill levels and walks of life can learn about and discuss 3D printing and development of 3D printed parts and devices.
The r/functionalprint community is now located at: or !functionalprint@fedia.io
There are CAD communities available at: !cad@lemmy.world or !freecad@lemmy.ml
Rules
-
No bigotry - including racism, sexism, ableism, homophobia, transphobia, or xenophobia. Code of Conduct.
-
Be respectful, especially when disagreeing. Everyone should feel welcome here.
-
No porn (NSFW prints are acceptable but must be marked NSFW)
-
No Ads / Spamming / Guerrilla Marketing
-
Do not create links to reddit
-
If you see an issue please flag it
-
No guns
-
No injury gore posts
If you need an easy way to host pictures, https://catbox.moe/ may be an option. Be ethical about what you post and donate if you are able or use this a lot. It is just an individual hosting content, not a company. The image embedding syntax for Lemmy is 
Moderation policy: Light, mostly invisible
founded 3 years ago
MODERATORS
2
3
Walked away from a print this morning and came back to a blob being dragged all over the printer.
The blob of pla was in and around the hot end sleave and just everywhere.
Is this salvageable or do I need a replacement hot end?
Printer is a creality k1

4
So, the end of the flap of my mini split deteriorated and crumbled - from just age, I don't know. The shaft of the motor just spun freely in the little nub, and the flap wouldn't open. I tried glue, but the brittleness of the nub made it just crack in a different spot. So this is what I came up with. Just a small brag. To me this is what 3D printing is all about.




5
I got a huge laugh out of this and thought I'd share.
Edit: forgot the link https://makerworld.com/models/2628961

6
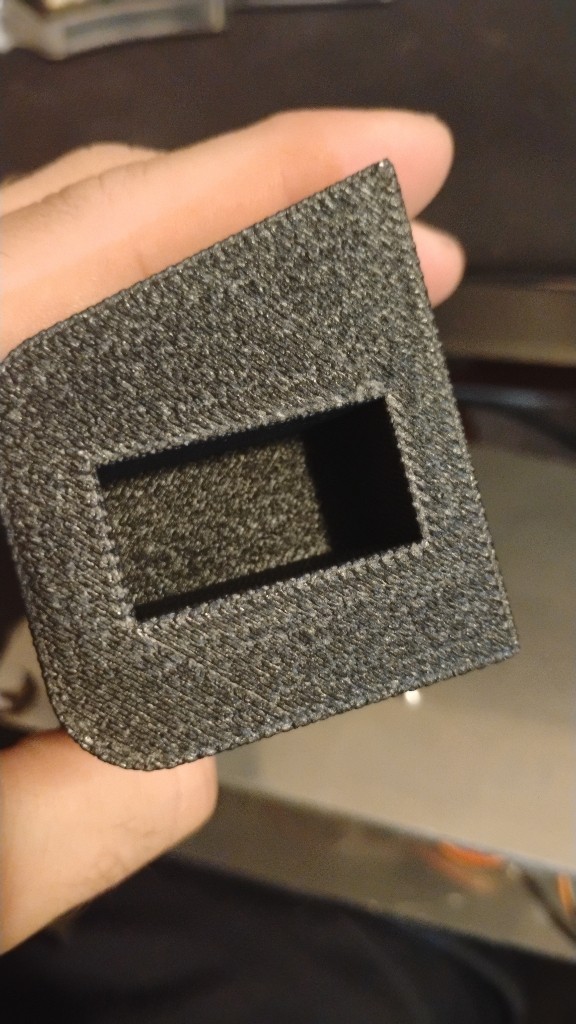
I got some cheap asa cf off amazon and the texture is really weird it looks almost like cordura.
Printed this vertically to match the layers to another part its being attached to.
Print settings:
Line width .62
Line height .24
Temp 270 -260
Flow ratio .95

7
8
9
Hey 3dprinting,
I'm trying to create something similar to the attached image, to hang hotwheels track, for a family member but I'm really struggling to find the dimensions of the underneath of the track.
Does anyone know of a marked up drawing or model that I could use?
Cheers

10
Alright, kiddos. It's time to... Kick! That! Beehive!
You may or may not have been following the recent drama involving the Tesseract Lemmy UI. Much hilarity has ensued. I will spare you the synopsis.
What this has to do with 3D printing is, I naturally took it upon myself to run with the suggestion and design an award for anyone cool enough to be on the Tesseract secret ban list.

A physical award, mind you.
You can download it from Printables here.
I included the FreeCAD source file also, which alas includes some rather heavy duty prerendered text for the front part, but perhaps you can mess with it as you see fit anyhow. I realized belatedly I was probably unconsciously inspired quite a bit by that old "winners don't do drugs" seal that used to appear on arcade machines back in the day. I kind of like the vibe, though, so I'm sticking with it. It's got wings, a hang tab to dangle it off of a lanyard or zipper pull, it's got it all.
I would be remiss if I did not mention for them as do not own or have access to a 3D printer that I am also selling these already printed on my shop, under the perhaps misguided assumption that I will neither get crucified here for my crass commercialism nor go broke on postage mailing them out.

11
12
13
14
15
I printed a model in PETG shortly after a PLA print, which was fine, and it damaged the plate as shown. What's odd is I've printed this same model with this same filament on this printer and it was fine. The temps in the gcode are the same between those prints.
Is this a Z-offset issue? Would PLA and PETG require different Z-offsets on the same printer?
Edit for more details: Creality Ender 3 V3 SE, stock plate.

16
17
18
19
20
21

It seems so much faster. Mainly due to the high flow nozzle and better cooling. I bought my MK4 back in 2023, when it released. Then printer says I have 73 days of print time, but I bet I have double that due to some factory resets.

22
11
Any idea what could be causing this? Update: I thought I figured it out but I was wrong. Update 2: Actually solved!
(sh.itjust.works)
Update 2: tl;dr: had to turn off (or maybe tune) z contouring.
 So after looking at it and pulling it apart and several times missing the window to go look as its happening, it looks like it wasnt extruding enough to actually stick, eventually there is enough of a ball that it sticks and it repeats causing that pattern.
So after looking at it and pulling it apart and several times missing the window to go look as its happening, it looks like it wasnt extruding enough to actually stick, eventually there is enough of a ball that it sticks and it repeats causing that pattern.
I literally just found out after idk how many years of 3d printing that the post slice view can be switched to visualize different things including flow which coloured specifically those areas blue or really low, like down to 0.1 even. Going through everything one by one to make it consistent flow, it turned out to be 'z contouring' was on and presumably very misconfigured. I still cant believe it wasnct the broken extruder. I even threw the bmg clone and calibrated it to get the same results as the repaired pap lite.
Update: Shockingly the broken extruder that was somehow still extruding wasn't the cause. I printed another a4t shell and the same areas have that defect. It seems to occur mainly on just the exterior wall of both inward and outward overhangs but parts of the same section dont have it, and this model is the only one I've seen this on. I'm waiting for the printer to heatsoak for further testing but at 3 teardowns in, I'm just guessing now.

Edit: It was the extruder. One of the belt gears sheared off, and there was enough friction between the pieces that it still worked at slower speed, even well enough for the calibration test prints I tried. I had spares that I printed ages ago and now it works.



I started getting this weird exterior wall defect that I haven't seen before. Calibration testers come out clean though and it's driving me insane.

Using orca slicer with an e3 switchwire trying to print parts for my other printer so I can rebuild this one into something not a switchwire.

23
Hi folks. I obtained a pre-owned Anycubic Vyper. Alas, every print features defects in the surface as shown in the picture. It occurs in any type of material. Does anybody know the source of this type of defects?

24
25
view more: next ›