26
It's o-rings and spacers stacked and compressed, pushing the o-ring out like an expansion collet.

From Newcomers to Old Timers, a community united by the Industry of Machining
Rules Don't post illegal stuff
Don't post Porn (no sexy aluminum surface finishes don't count)
Don't be an asshat (harassment, bullying etc.)
If you're going to post NSFW stuff, flag it as NSFW, It's ok to post shop Screwups (blood/cuts) just make sure to flag it as NSFW
and Finally make sure to have a good time :D
It's o-rings and spacers stacked and compressed, pushing the o-ring out like an expansion collet.
From 1" 12L14, about 20' of stock. Barfeeders are great.

The company didn't pay the mortgage for over a year, and our nearly new lathe got very rusty.
You can really see the difference few inches in
If it's stupid but it works it ain't stupid

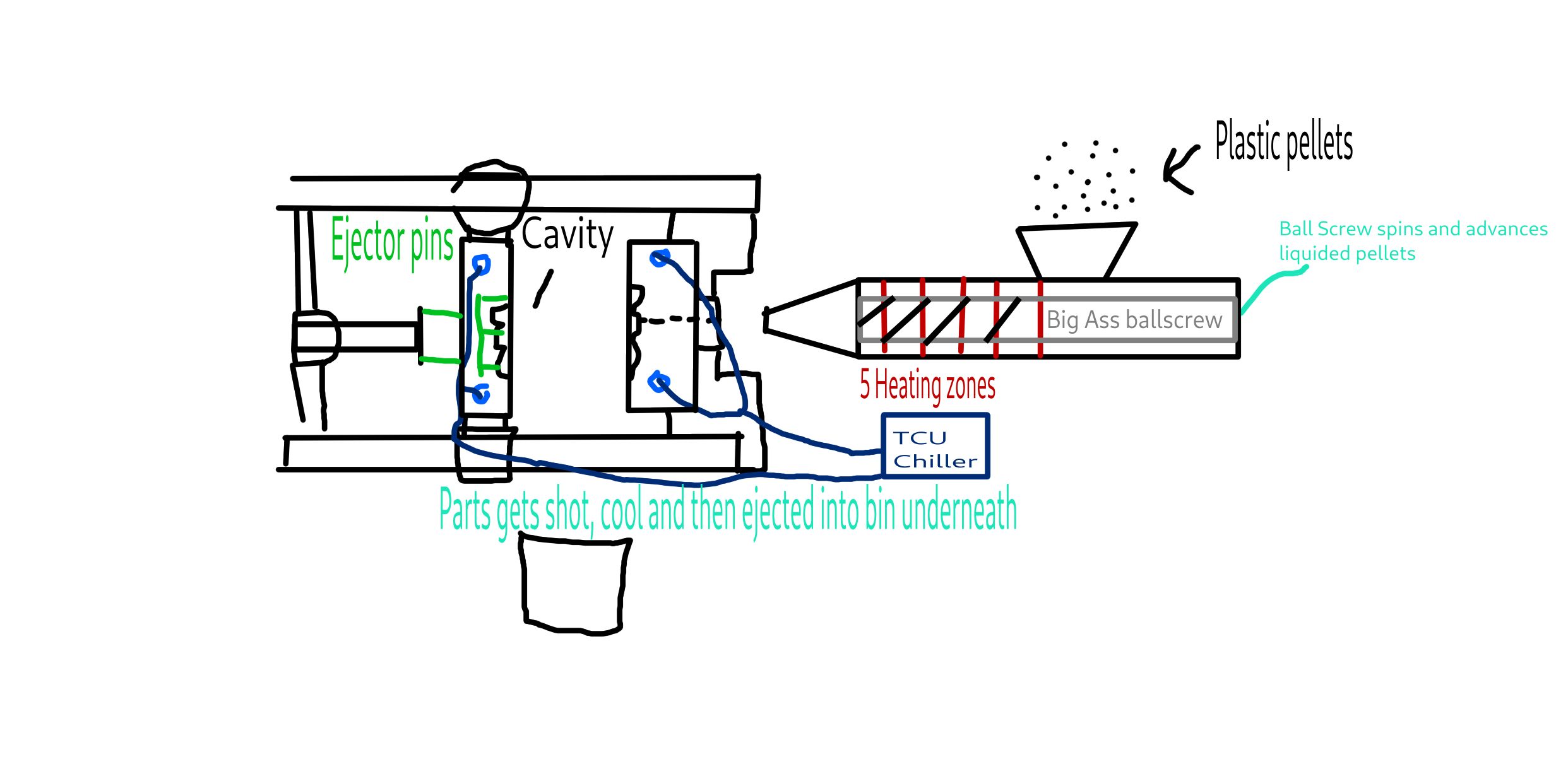
So for the last month-ish Ive been working at my new job as an injection mold operator, which has been rather interesting. I first thought of injection molding as a basic concept of hot plastic gets shot into a mold and gets ejected. But there is so much more that goes into injection molding. There is back-pressure 5 heating zones a TCU which helps the plastic cool in the mold before it is ejected. Then the eject pins extension length and speed. There is probably a lot more as-well but that's just to name a few. There is so many variables into running a injection molding machine, luckily the company i currently work for is teaching me everything and im trying to learn as much as i can (which is slightly overwhelming).The only real annoyance is the plastic smells quite a bit and i read all the MSDS's i can. Something i learned that was a neat tidbit is that plastics like Acetal and TPV, and many other co-polymers is they have alot of nasty stuff in them, and the nasty stuff is only released if it gets above the recommended plastic temperature which is rather important to keep it with a safe range.
On a side note the last place i worked, i liked the people but hated the job and lots of people said the equivalent of "same shit different pot" aka the job you had is going to be alot of the same even if you move. And there mostly right, instead of carbide and kobalt its plastic. The only big diffrence is this place is full time and actually doesn't bully you for wearing PPE, as-well the people there are also rather nice just like the old place.
also any other injection molding operators in the community, and if so do you like the job? as-well as any experiences with it.
also huge thanks to everybody in the thread for helping out and getting me to this point!
its an enco and i cant find much info on it is most likely not more than 2 horse. i dont plan to do any crazy pocketing and REALLY WANT A MILL to match the sexy tractor lathe and use it for hobby projects.
whada u think machinists? i cant imagine it going for more than $500 as its not a knee mill

I thought this group might be able to appreciate this part. I ordered 5 from PCBWay. They are 1/4" mild steel. For just over $30USD each I got them in 16 days. But I have SO MANY questions about their process.
I wanted to share my incredulity with group that might also have their minds blown with this.
jig i made for easy gripping for turning the bottom side in the background.

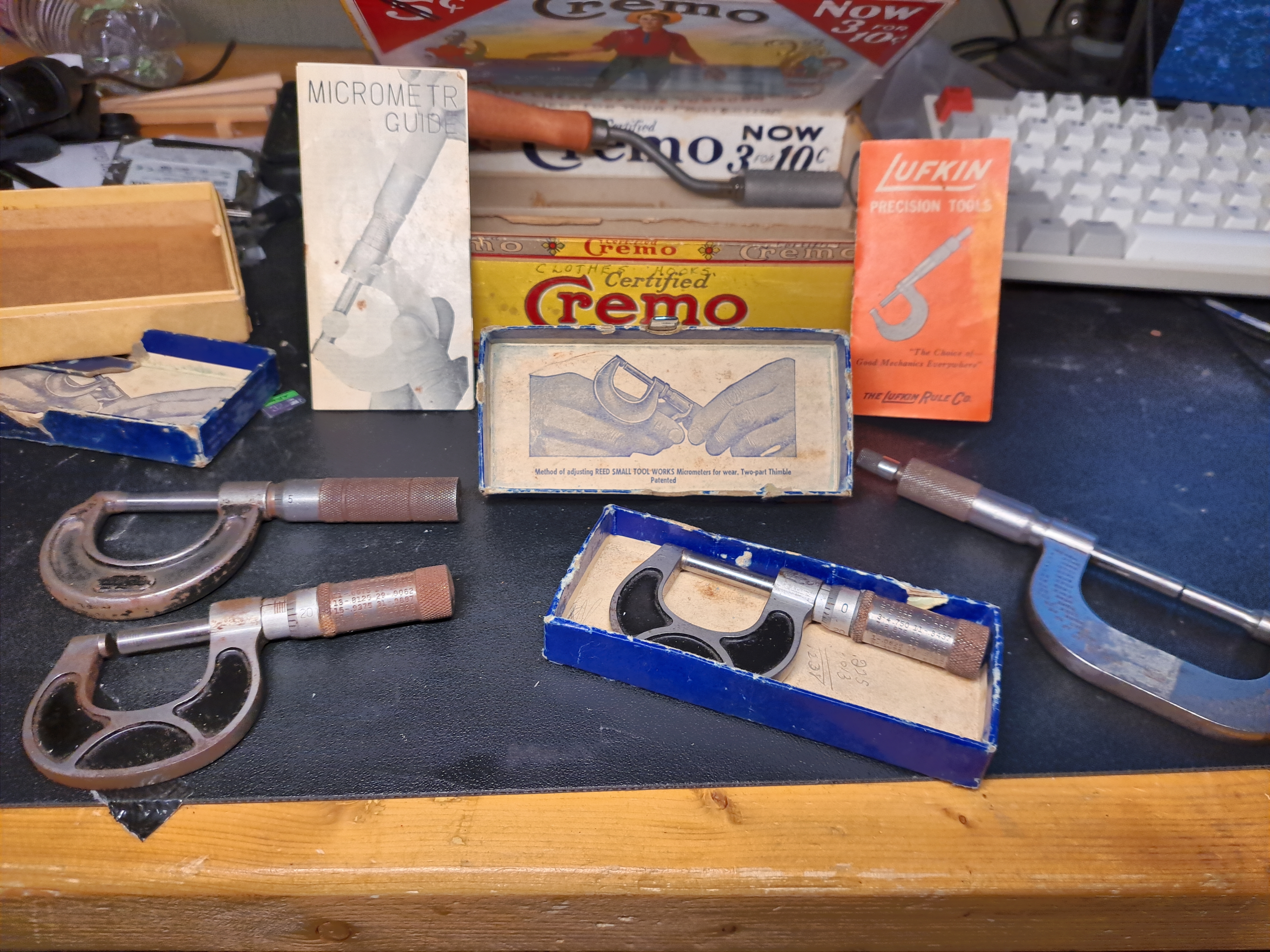
so i went to a booth with this older man selling all kinds of stuff, Cameras, glassware and all kind of knick nacks. I then found this beauty under some washers and bolts. It's a brown and Sharpe No.38 and looks pretty good for how old it is. i also got the lot for $15 and I can't complain.

There was also 2 mics which were no name and one that is very hard to read but says "Central man. Co Auburn MI certified accuracy" on the black tag

I also found a mic operation manual
also, there's just something so neat about old school graphics
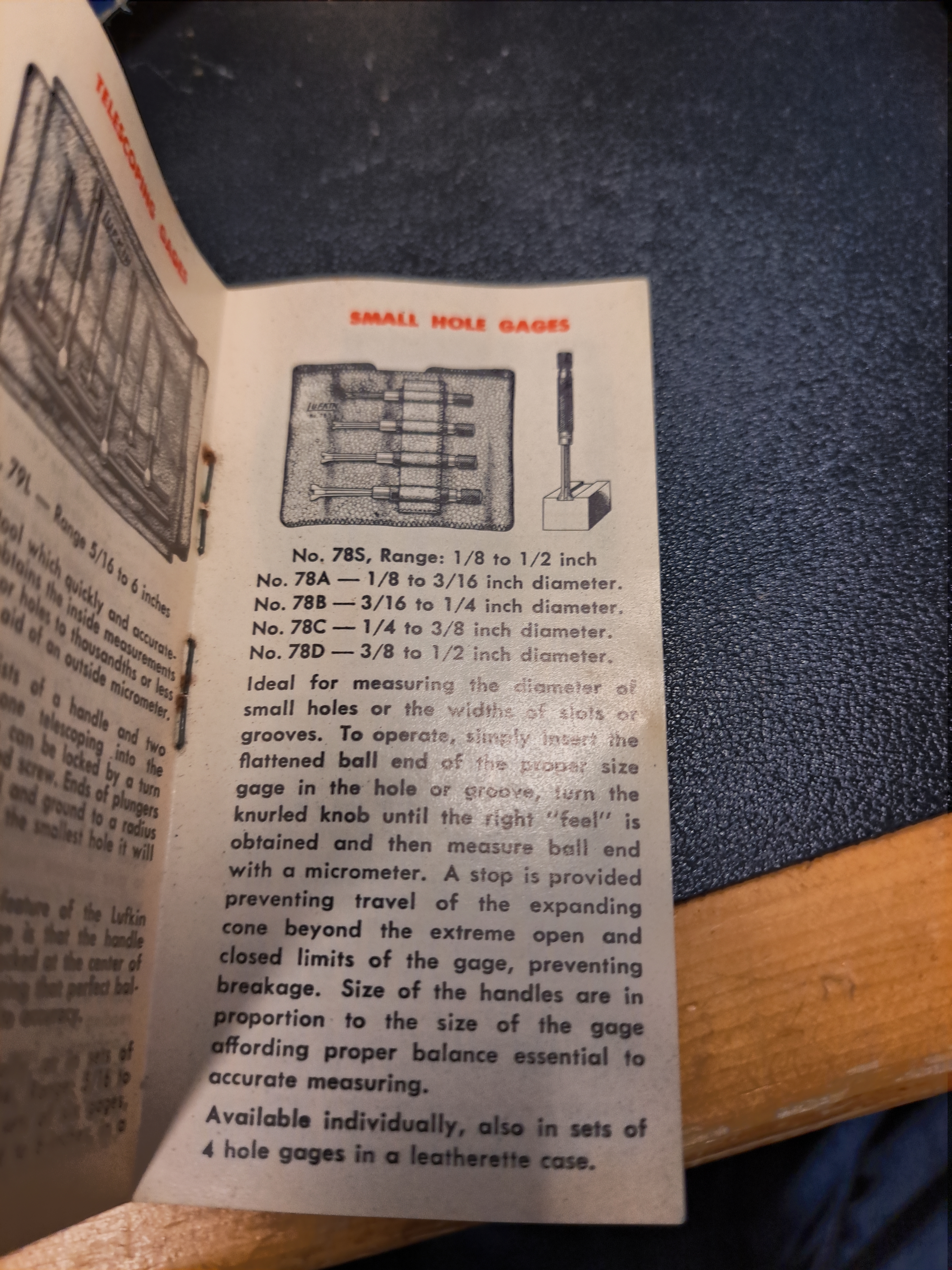
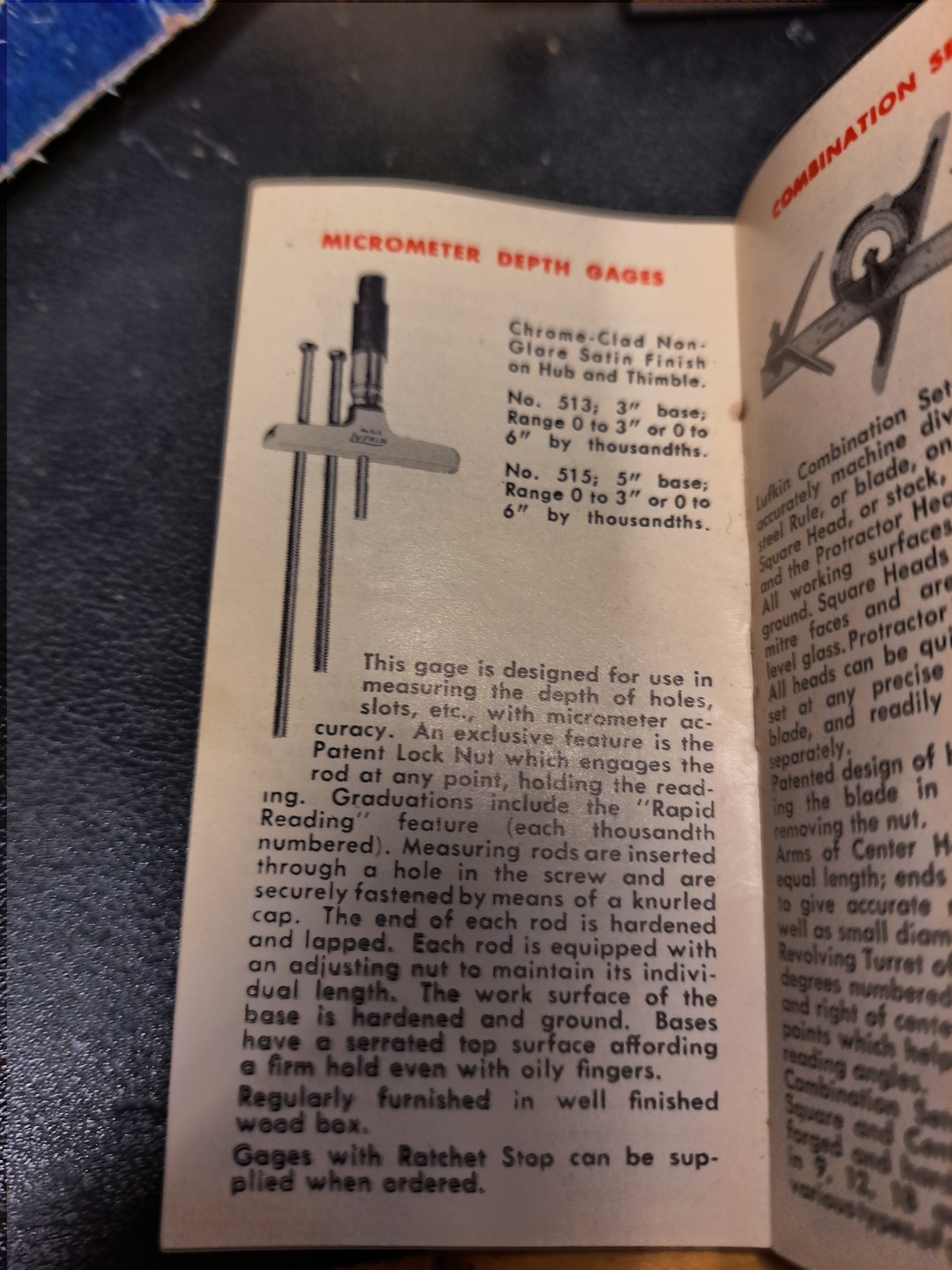
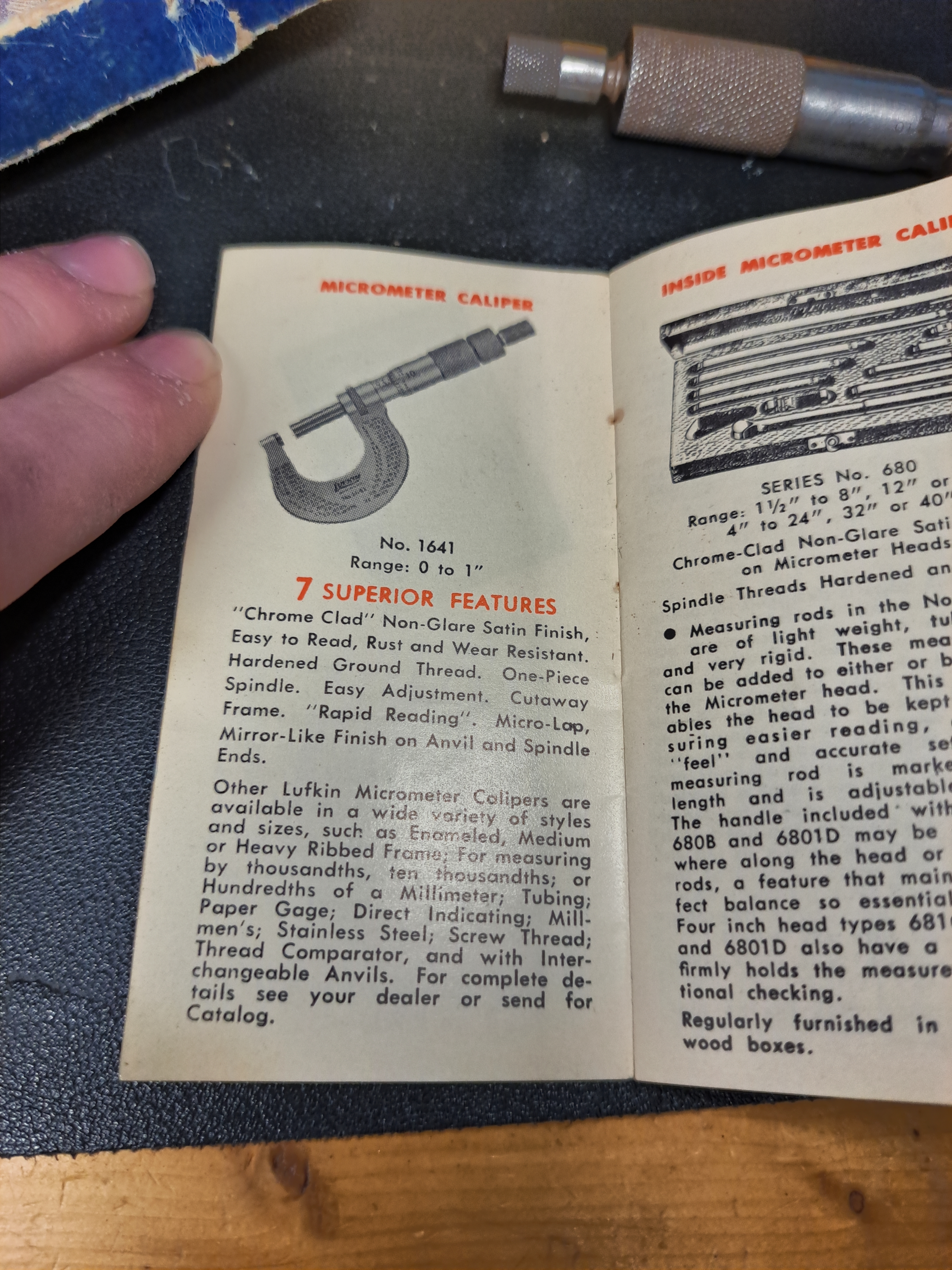
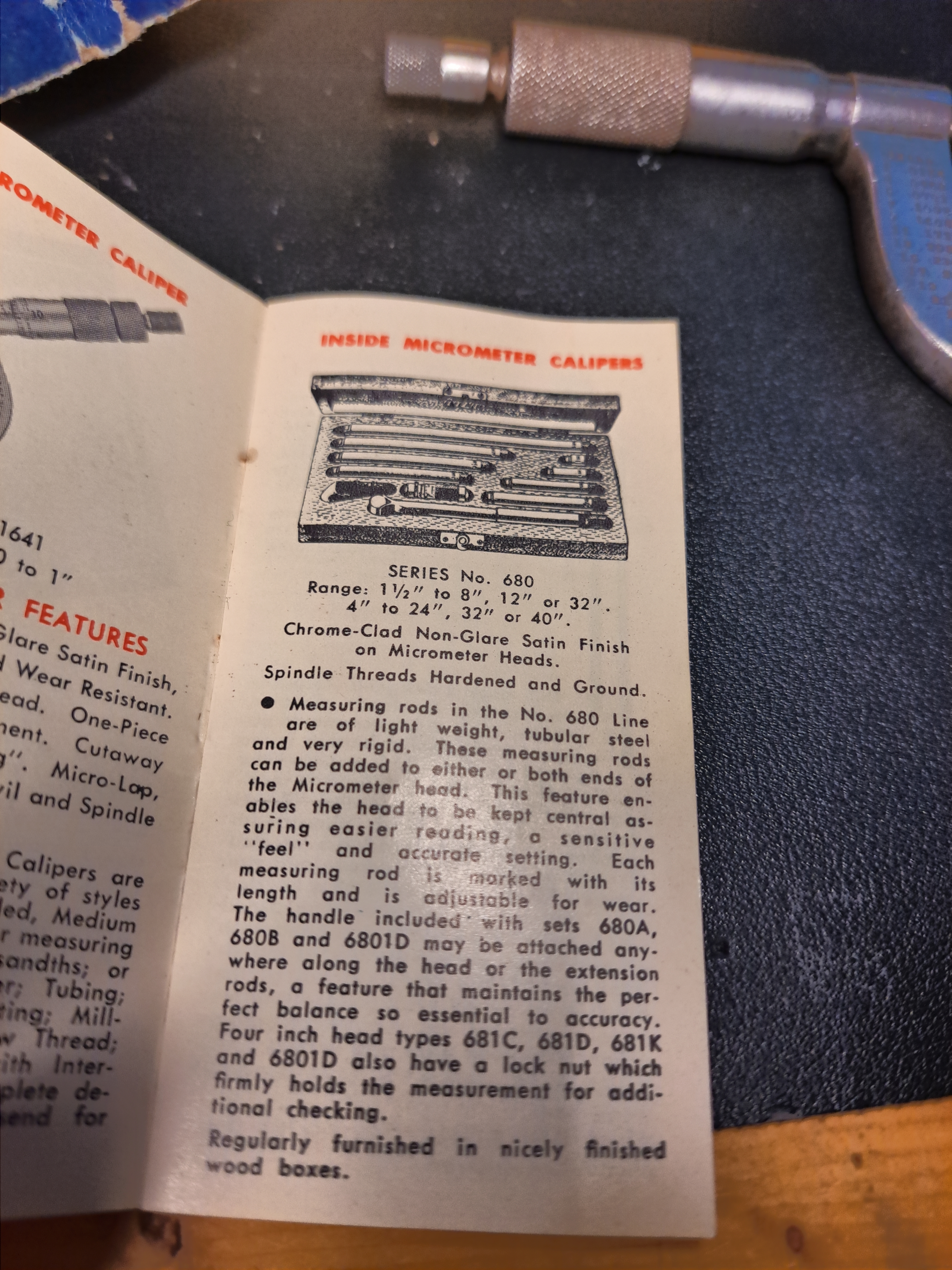
I got a Lufkin manual as well, sadly there was no Lufkin.
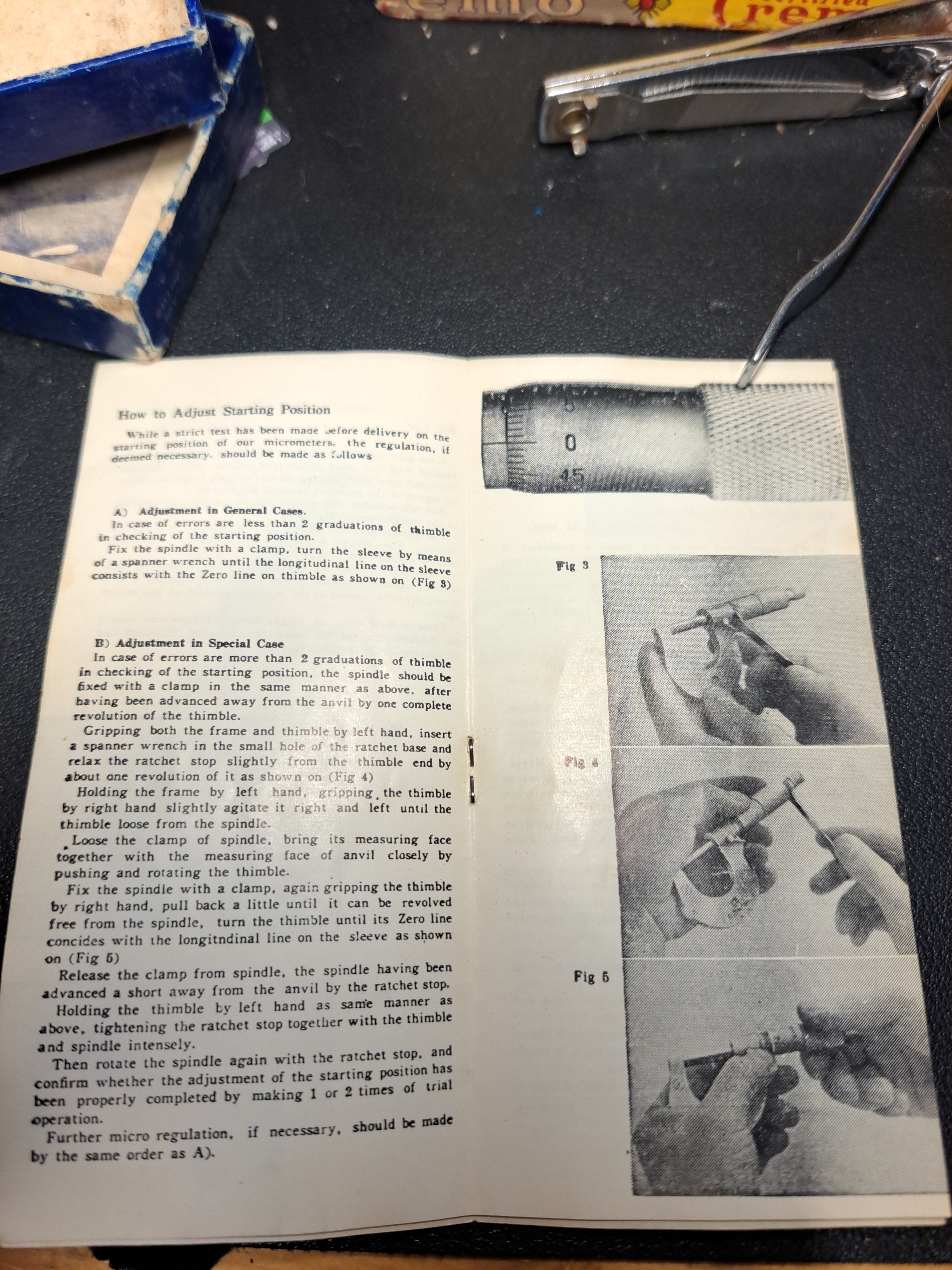
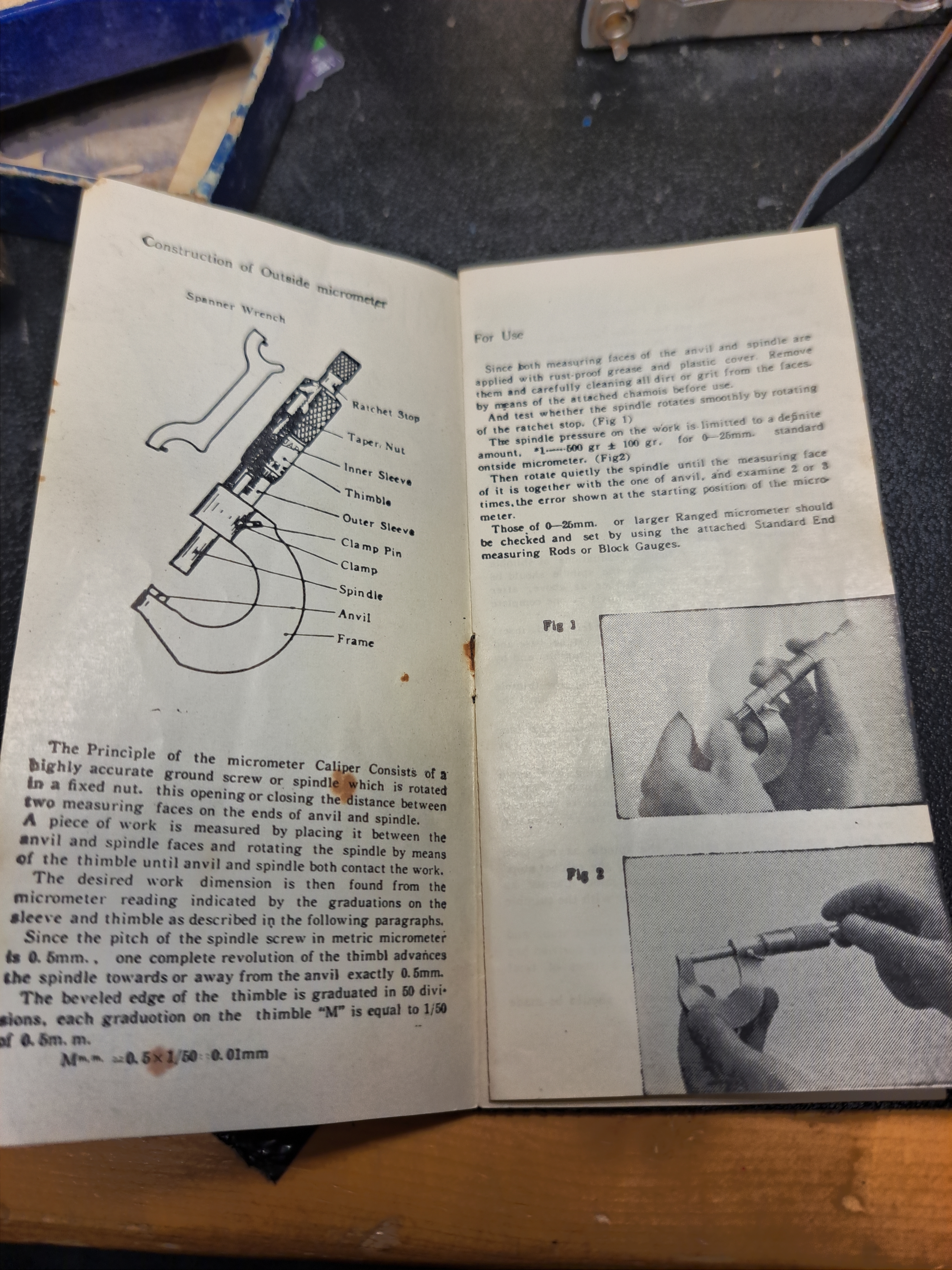
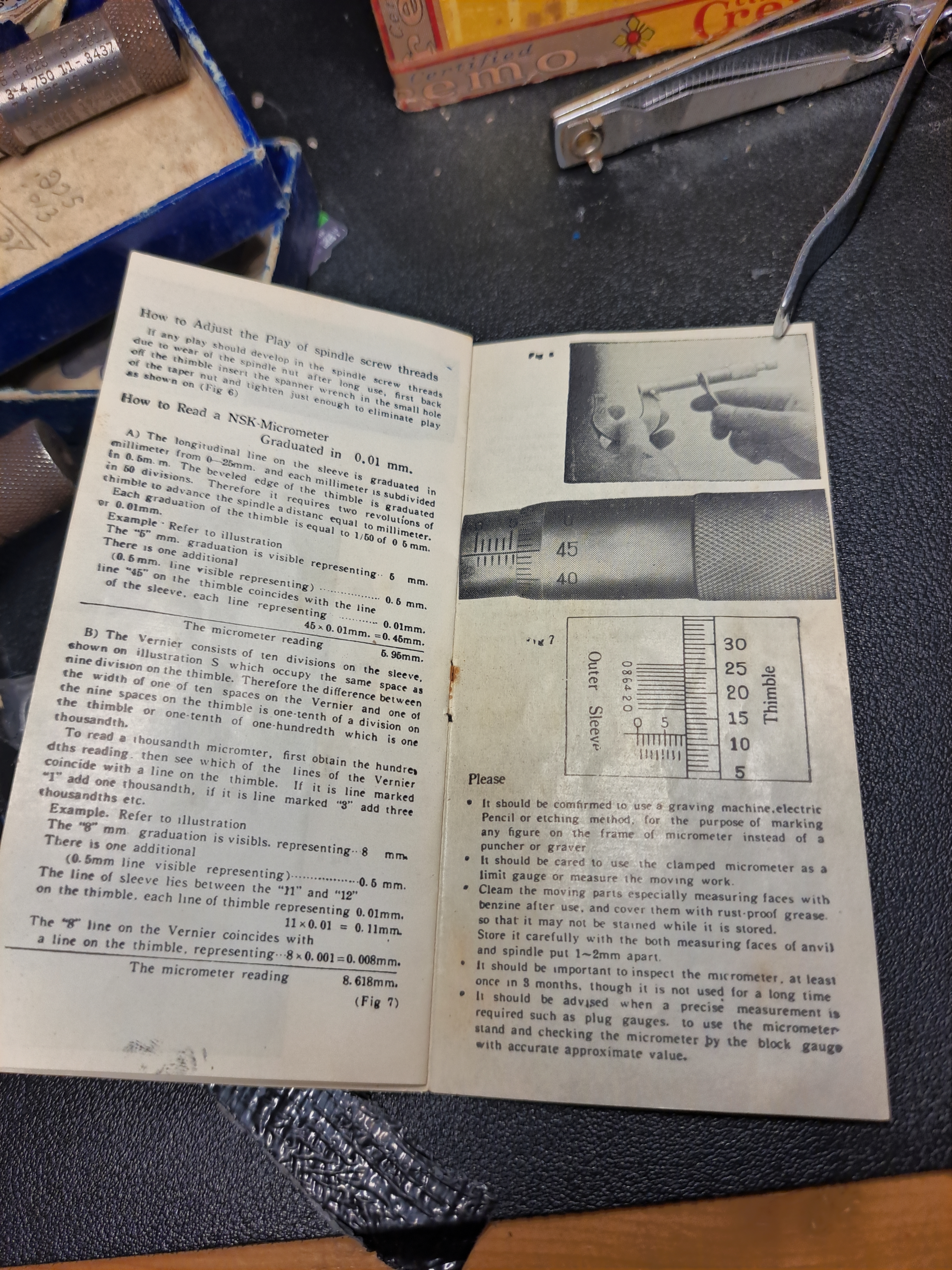
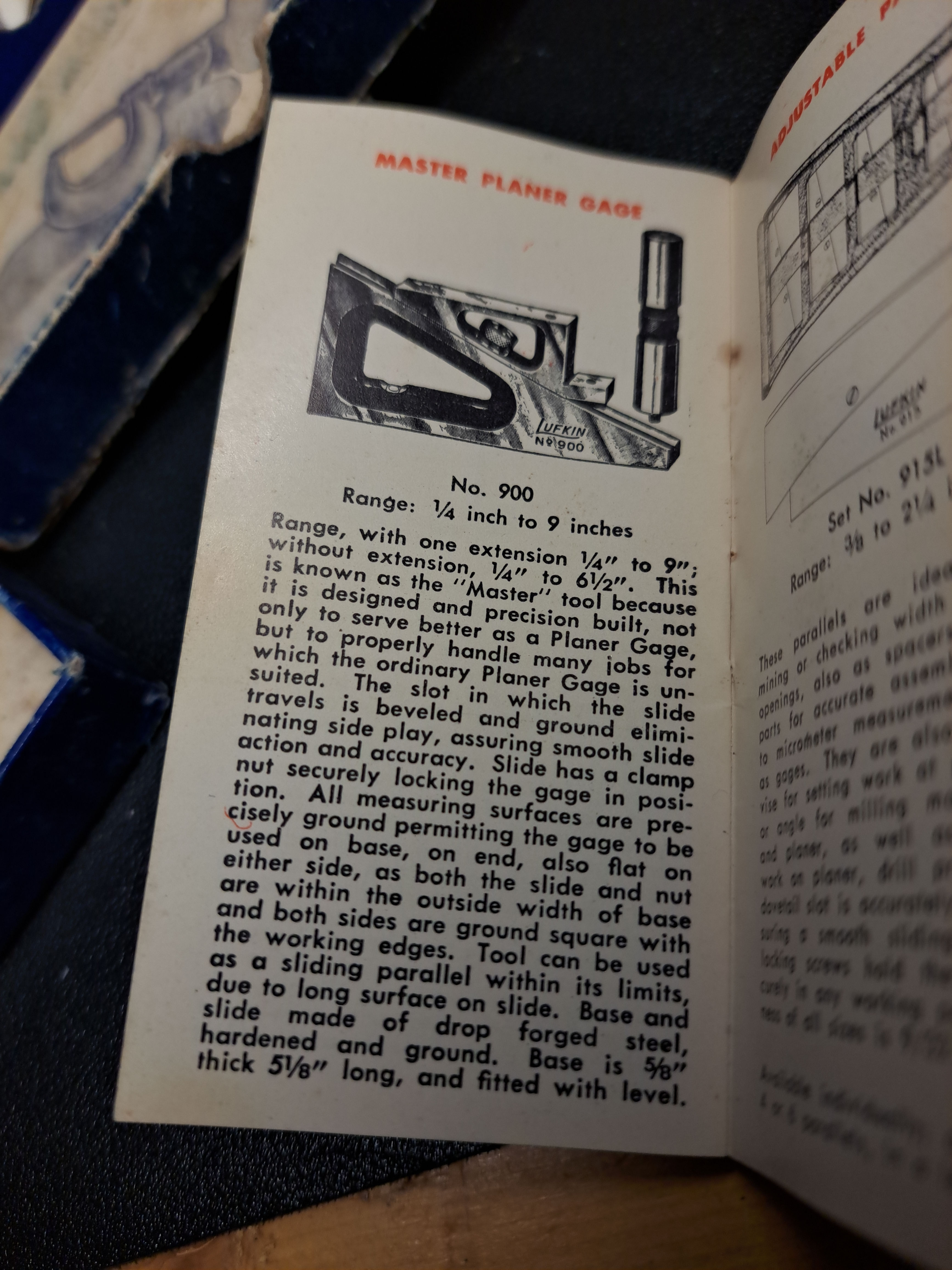
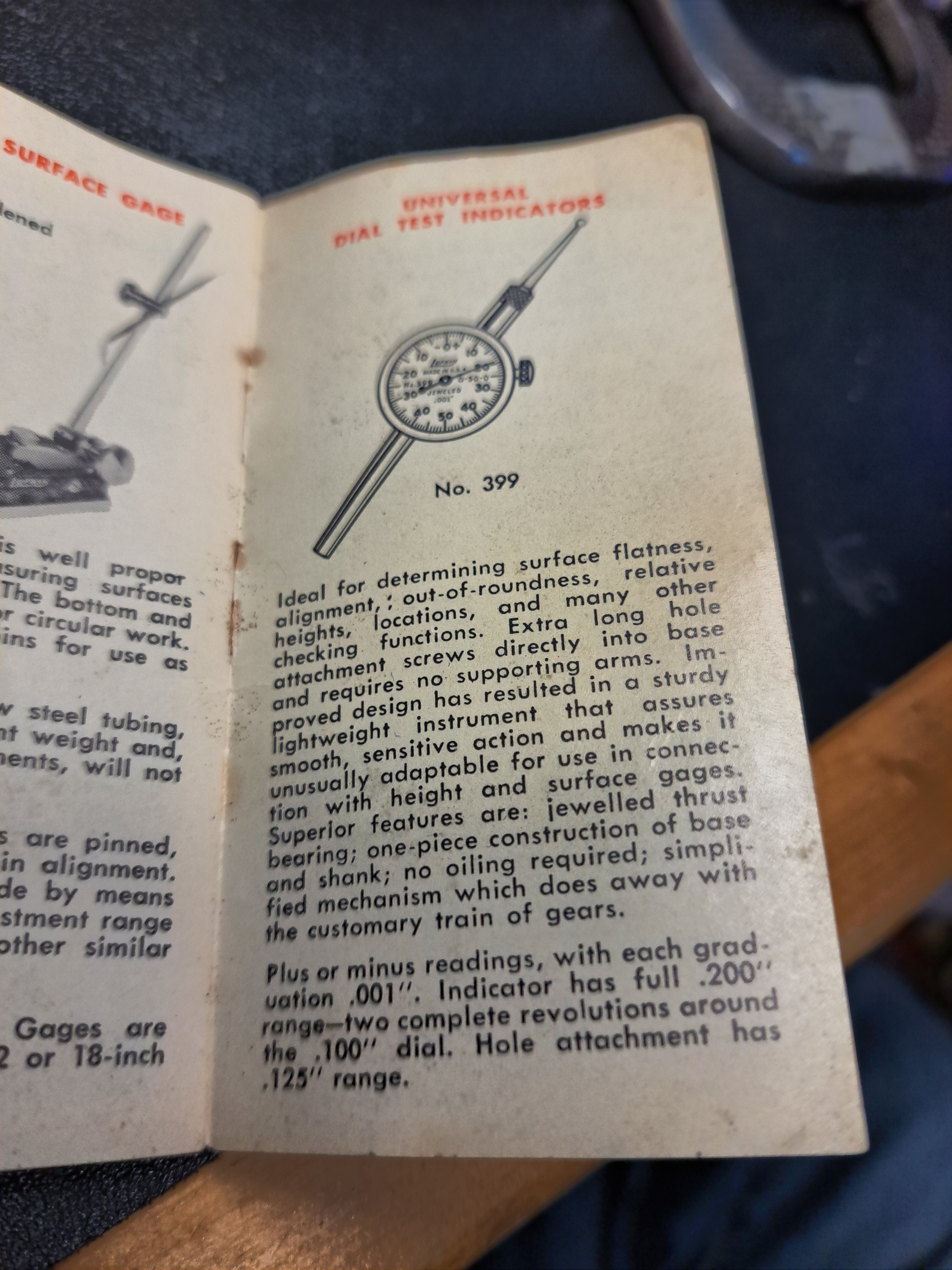
Here are the pages if anyone wants to read it.
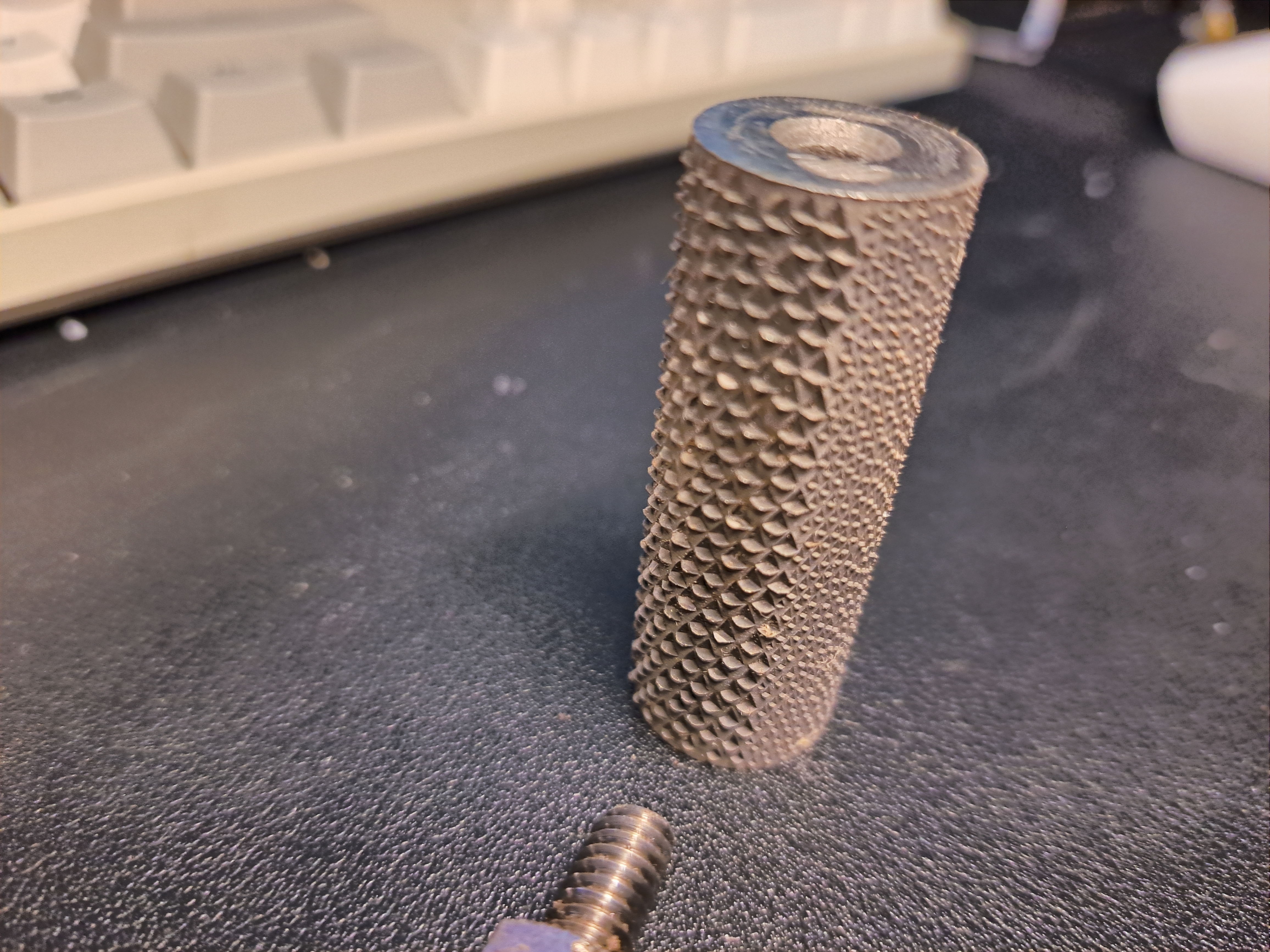
So I bought a small box of tap wrenches, and it had a dollar general dial caliper in it, as well as this. The guy had no idea what idea it is, and neither do i, he seemed to think it had to do something with machining
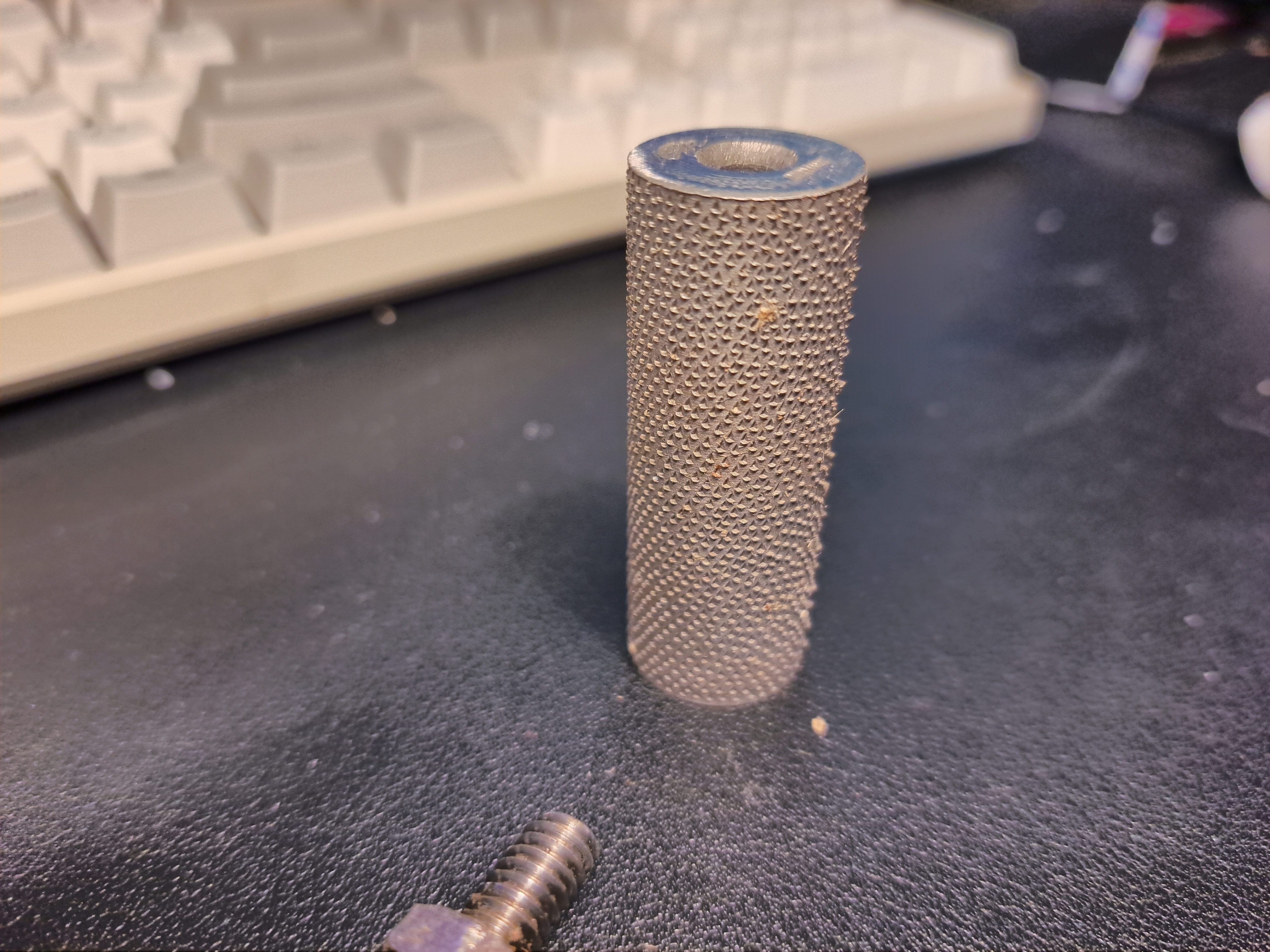 The "roller has 2 textures and 3 different sized wheels that thread on.
The "roller has 2 textures and 3 different sized wheels that thread on.

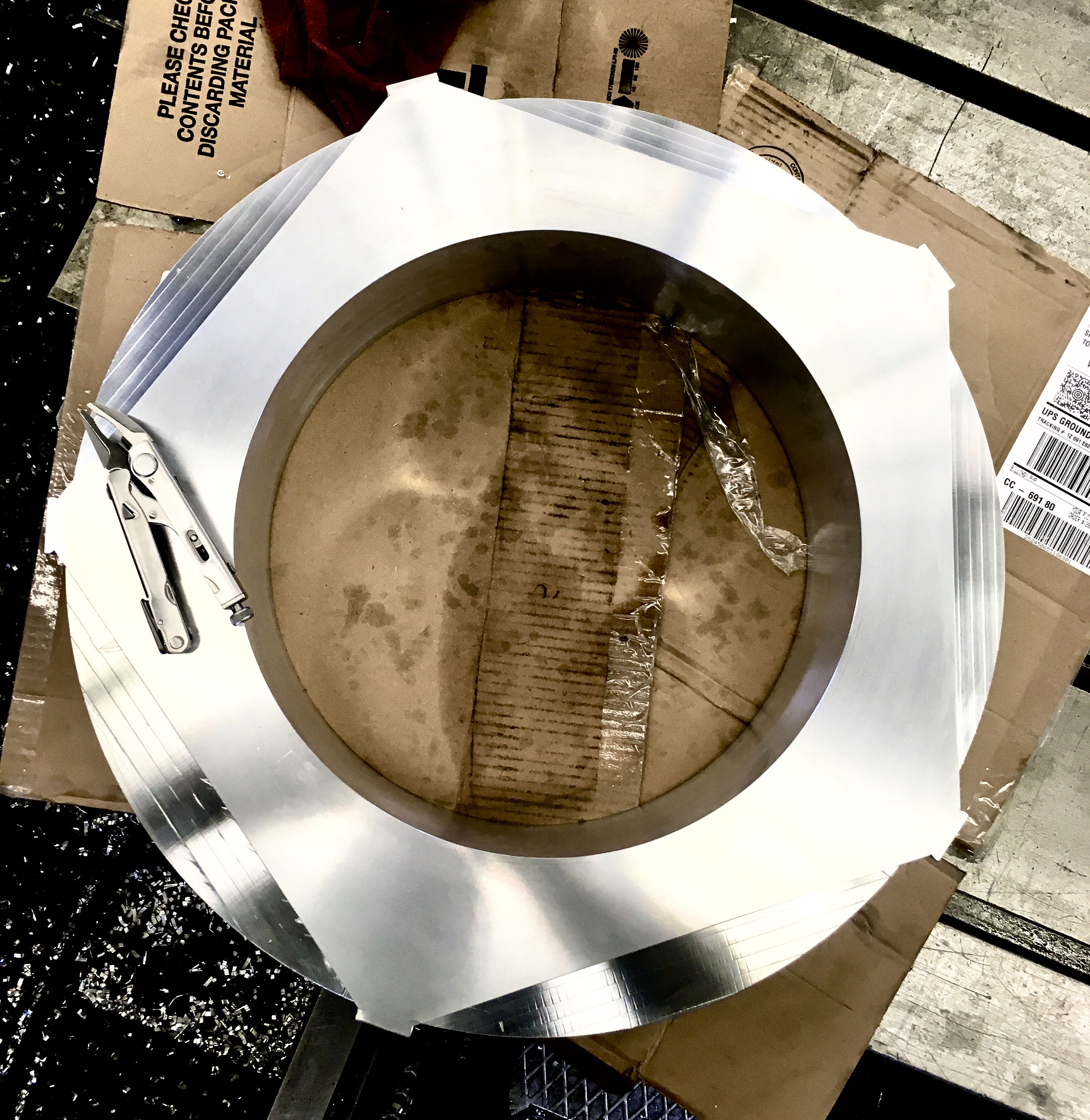
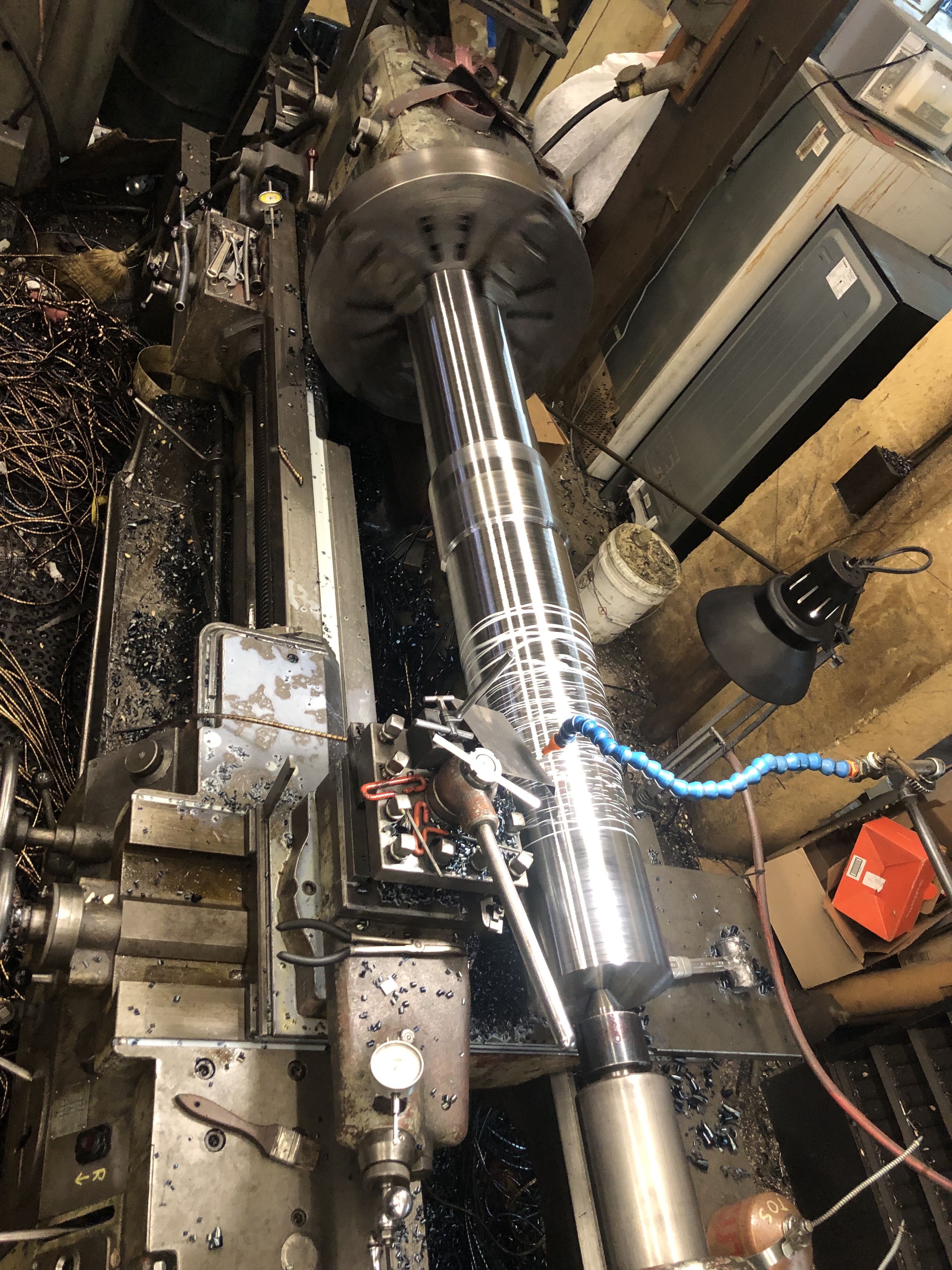
The bigger the better, and the parts just keep getting bigger. 10” major diameter, 4350 heat-treat, ~40Rc. This bitch is tough, but that’s that shit I like. Blurry 6” scale for reference on my tool post.
So, for a recap for people who don't know my current situation. I've been working at a die shop for 6 months, and the position is in maintenance. I was told that after an amount of time, a machinist job would open, and I could continue to learn so much about the amazing trade that is machining. However, it has been 6 grueling months. I have worked part-time 3 days a week as the employer would not hire me full time. Although I did enjoy the free time, I would like to be able to afford things. Plus the working conditions have been sketchy at best, So after I left some slight insight into my work on this community, it was evident that I'm not just being a complainer and my job actually sucks. My duties at this job have been, in order, from what needs to be done first to last. Assembling push pins (for a process on a die) Brazing solider pins, cleaning up mill and lathe, facing cutting and polishing dies on lathe, punching out reclaim dies.
These are all the thing I do in my day-to-day job and I somewhat enjoy facing and polishing dies, however It's pretty far down on the list, and I've had 4 eye infections because of grinding dust ending up in my eyes (yes I wore safetys). So thats what I do, I love the people at my current job. They are all supper friendly and I know a lot of them thought family and friends before I started working there. So with great help from the community I've been looking else where, I looked at one shop that was hiring for a manual machinist (I've never programmed a CNC, I'm a button pusher). So I thought "sweet a new job, and it's machining and the starting pay is $17 an hour" So I looked them up drove there got an application, and got an interview. Talked to some old timers and a self-taught machinist, They were both pretty cool guys. So they sat me down in the break room and asked the generic questions, do you have a valid driver's license, why are you leaving your other job, have you committed any crimes? the answers were pretty easy (I never did anything stupid) then they gave me the shop tour....
Bunch of South Bend lathes, 1 Atlas 12in (I thought that was pretty funny to see) Mill ports, bridge ports, boring mill, BIG ASS Cincinnati lathe. And they did have a CNC, it's from 1995 And it runs Mylar ticker tape. Ok, maybe not the most up-to-date shop, but I'm not picky. So I talk to the Old timer for 30 minutes, He tells me that they have had tons of people that come in and say they're machinists, and they don't know shit. He told me a story where a guy came in, First day on the job puts a block of steel in a vice then starts to load an end mill into the collet. Old timer goes, "you're going to want to use the Edge finder" and hands it to him. The guy puts the collet down and puts in a Jacobs chuck and doesn't turn the spindle on and just pushes it up against the block and says "ok got it set" Guy was fired by lunch.... Anyway I talked to the Old Timer for a bit, and he told me starting pay would be $15 an hour (so they lied on indeed), and we went to the office, the HR lady asked "is he a keeper" and the old timer shrugged. The HR lady gave me a folder full of insurance paperwork and company polices. I said I would have to think about taking the job. Yeah, I didn't, So I was on the job hunt again and heard of this company a little ways out of town. 2 weeks ago sent them my resume and Nims Certifications attached with the Application, get a call last week to set up an interview, went to the interview. They were impressed, they asked generic questions like what tools I've used mic's calipers, that kind of stuff. I tell them I took a machine class, the guy asked what metals we used. I named all of them 1014L 3003 Aluminum, and some other random stuff (donated steel). The guy seemed surprised, we finished up the interview, and they took me on a shop tour. My god, it was eye-opening the floors and the wall were not covered in black dust (probably carbide) and you could eat off the floors. It was that clean, my job starting out would be deburring and adding a chamfer to a part on a Bridgeport mill. They said, "your hands are probably going to be covered in oil so it's going to be a little dirty job, are you still interested?" for context, my hands are black at the end of the day at my current job from polishing. plus, starting pay is $15 minimum, and they are willing to pay you more based on your experience level. They said it would be about 30 hours of deburring every week and 10 hours of helping out other departments, and they are going to cross train me in other departments. Tomorrow I have a 2nd interview lined up with them, and I am super excited and can see the light at the end of the tunnel!
Thanks for the support, Guys!
Went to the 2nd interview, they thought I would be a better fit for running an injection molding machine. Because I'm mechanically inclined, and evidently impressed them. I told them I have never ran an injection molding machine before. And they said that's perfectly fine and are willing to teach me, they made sure to infasize that if you don't know how to do something make sure to ask. (because mold are super expensive) Which I really appreciate, you can tell at my current job I irritate people by asking lots of questions. And the new company was very upfront about everything and asked multiple times if I was still interested in the job throughout the interview, as it would be lots of learning. They wanted to hire me because their current guy that is running the injection molding machine, will soon have to run other machines and tasks. Currently the machines are fed by medium-sized bags that are manually fed every 2 hours to the hopper. The company is working on buying large pallet boxes and vacuum system to make it easier on the workers. My duties of the job will be inspecting the parts, making adjustments if needed. Starting and stopping the machine at the end of the day, and changing molds every week. As well as, they plan to teach me to use a forklift for moving pellet containers. And during the job if I am not doing anything I am to help in other departments as it is a small company.
I am a little nervous but excited for all the new learning opportunity and plan to give my current boss my 2 weeks notice.

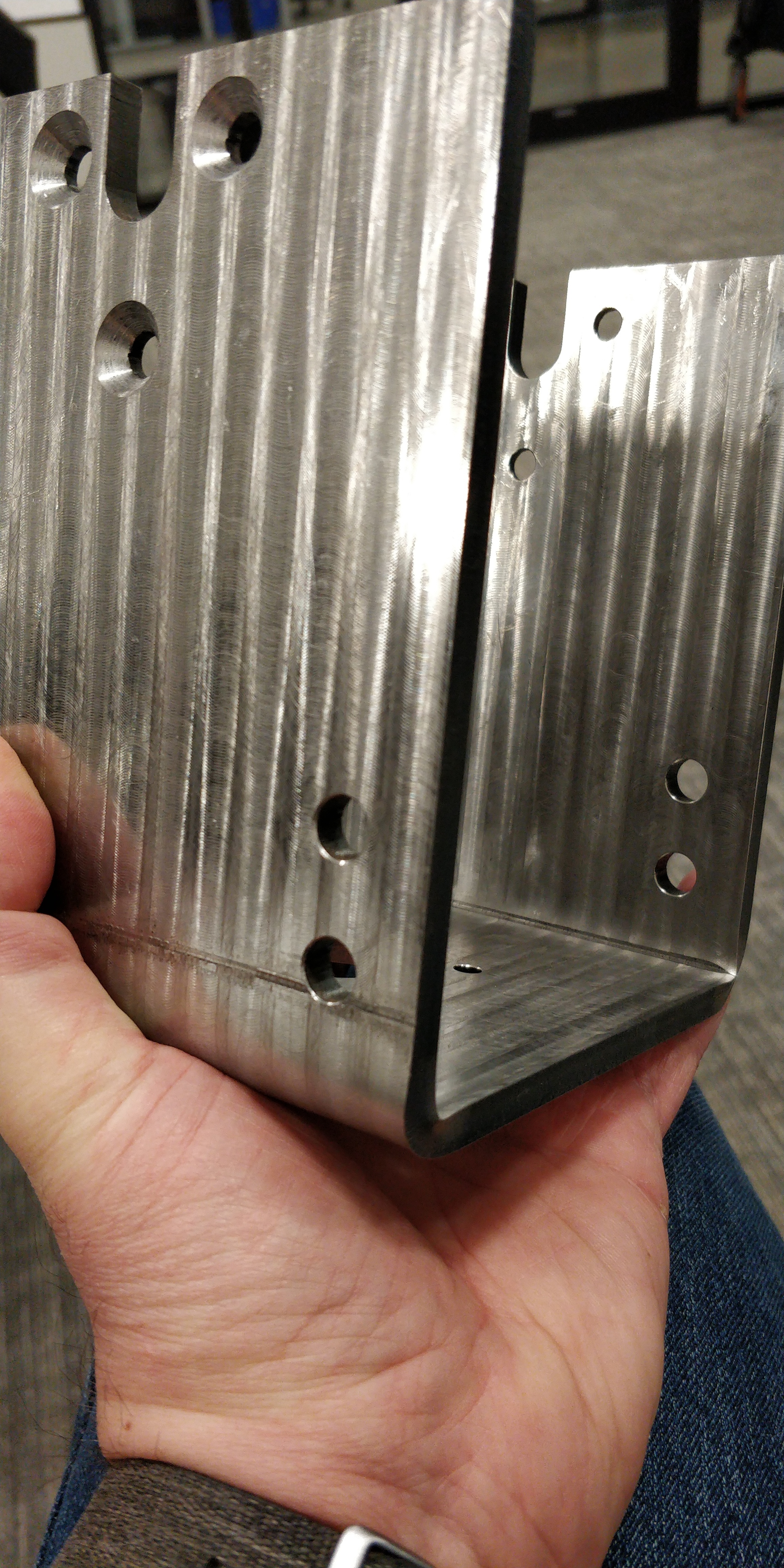
Solid aluminum, I really really enjoyed this job