this post was submitted on 25 Feb 2026
48 points (100.0% liked)
Machinist
1321 readers
1 users here now
From Newcomers to Old Timers, a community united by the Industry of Machining
Rules Don't post illegal stuff
Don't post Porn (no sexy aluminum surface finishes don't count)
Don't be an asshat (harassment, bullying etc.)
If you're going to post NSFW stuff, flag it as NSFW, It's ok to post shop Screwups (blood/cuts) just make sure to flag it as NSFW
and Finally make sure to have a good time :D
founded 2 years ago
MODERATORS
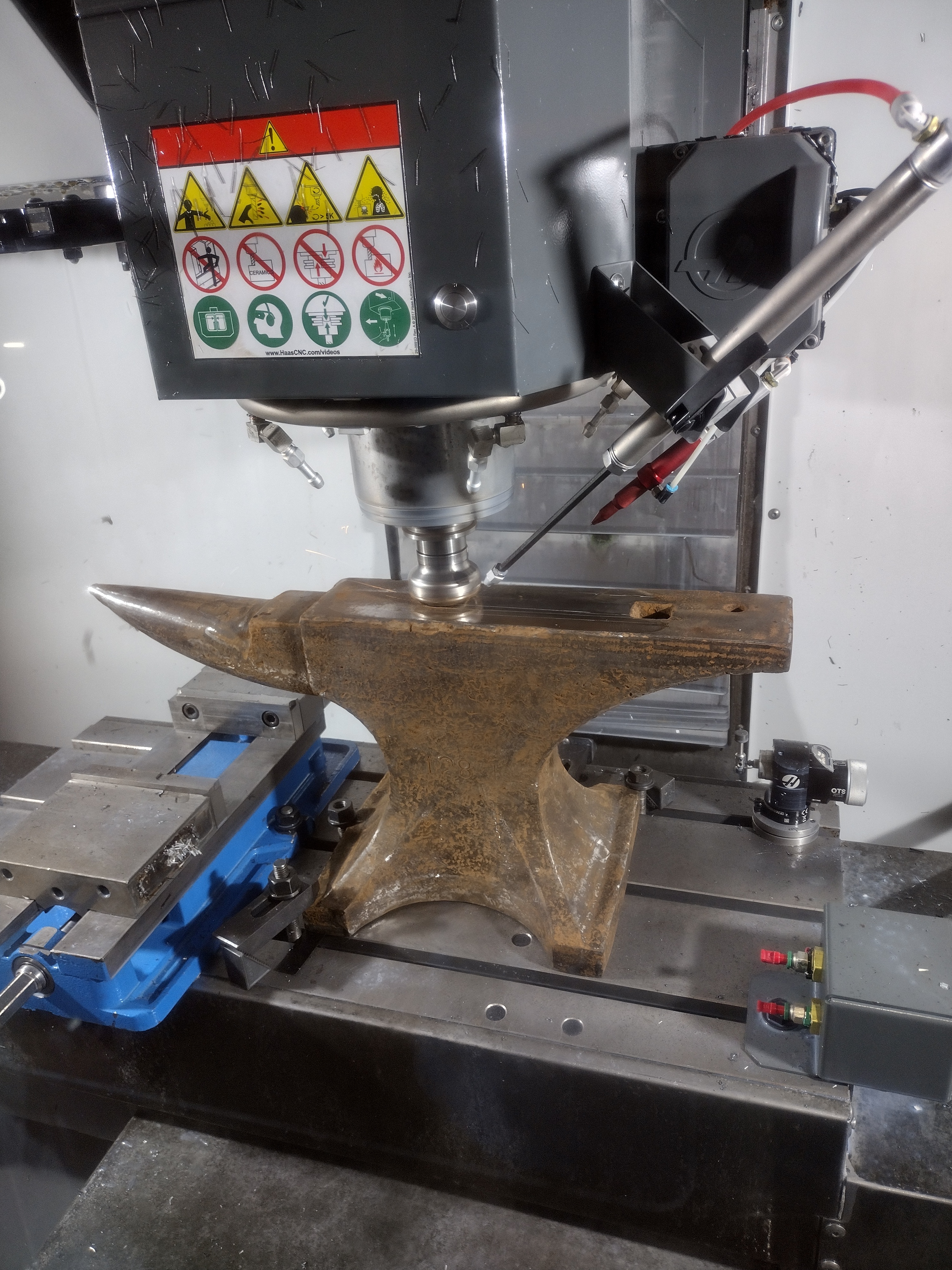
What are we looking at? Are you polishing the top face to be usable again?
Yep, just decking the top to make it smooth and flat. Had been forgotten in a barn for 30 years.
It's looks like it's in remarkably good condition for 30 years in a barn!
What comes next after machining the top?
Anvils last a long time even in the shittiest conditions. They're blocks of iron or steel and it's hard for rust to really penetrate deep
Also I'd already attacked it with a flap disk to get most of the surface rust off, it was pretty fuzzy when I started.
Is it branded on the other side?
I flipped it over actually, try to get the bottom parallel but I gave up after a few passes, it would have taken more than I was willing to cut. 
Should put some nice chamfers and radii on the edges, you use the edge of an anvil a fair but, and being able to select a radius, chamfer, or square edge is nice.
How much does a job like that run at retail walk-in rate?
Well this was a personal project at a shop I work at, so I don't have any pricing knowledge really. I did burn up several sides to the inserts I used, so that's like $60 in tools, took about an hour of messing around with it. I bet a shop with more experience with hard metal and big stuff would charge you $100-200 to face it, depends on shop rate and stuff.
If it's hardened, you'll want carbide tooling, which can be spendy if you break it. A shell/face mill like was used here works great.
Personally, I probably would have tried to fly cut this with a carbide tool for that extra fancy surface finish!
I would charge $75 or so to do this if I like you. But I only machine as a hobby, and have no idea of going rates for walk-ins.
Carbide is acceptable and will get the job done, but youre going to burn up a lot of inserts getting it dialed in.
Ceramic, on the other hand, is purpose designed for cutting hardened materials.
I was tearing my hair out trying to turn a hardened 4140 piece in my lathe even running carbide. Then I picked up some ceramic inserts and it was like night and day. Immediate and dramatic improvement in surface finish and tool life.
We have a face mill that takes the same style carbide (although smaller size) that my lathe tool does and I'm very interested to see how that runs with ceramic.
Tungsten and boron carbide should be much harder than any ceramic, though I have had similar experiences with carbide drill bits. I wonder what exactly "carbide" actually means sometimes.
Most carbide I've run into is usually around 65HRC. The ceramic is have in my lathe right now is 95HRC. Its a significant difference. Its brittle, so it doesn't like interrupted cuts, but it loves heat and speed that would cook carbide in seconds.
65 seems really low to me for something called carbide, but I'll need to do some research into this!
I wonder what someone with wire EDM would charge. That seems like an ideal and cheap use. I've been dreaming of EDM lately... in a Linsey Publications type of context.
That'd be a long depth of cut! Would also leave a rougher surface, if you care about that.
about tree-fiddy
How heavy is that sucker?
It said 127lbs on the casting, just about all I could do to pick it up.
Good call. Gotta lift it by the horn.